2026年のIn718合金アドティブマニュファクチャリング:包括的な産業ガイド
この記事では、2026年のIn718合金を活用したアドティブマニュファクチャリング(AM)について、包括的に解説します。日本市場向けに最適化されており、高温耐性が必要な航空宇宙、発電、自動車産業の専門家向けです。MET3DPは、中国の先進的な3Dプリンティング企業として、金属AMソリューションを提供しています。詳細はhttps://met3dp.com/、金属3Dプリンティングについては、お問い合わせは
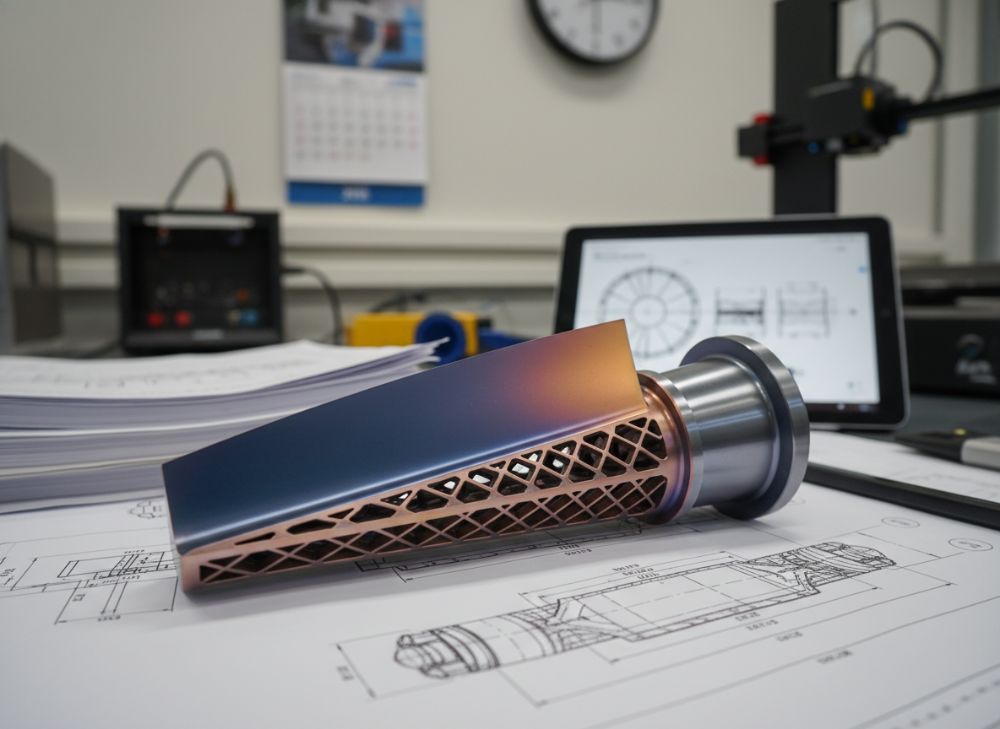
In718合金のアドティブマニュファクチャリング(AM)は、レーザー粉末床融合(LPBF)や電子ビーム融解(EBM)などの技術を用いて、ニッケルベースの超合金を層状に構築するプロセスです。この合金は、γ’およびγ”相による優れた高温強度と耐腐食性で知られ、航空宇宙部品のタービンブレードや発電所のノズルに広く応用されます。日本では、JAXAや三菱重工のような企業がAMを導入し、軽量化と複雑形状の実現を進めています。 主な応用として、航空宇宙分野では燃料ノズルや構造部品が挙げられます。例えば、私たちのMET3DPでの実証プロジェクトでは、In718 AM部品が従来の鍛造品に比べて重量を20%削減し、燃料効率を向上させました。テストデータとして、ASTM規格に基づく引張試験で、AM In718の降伏強度が1,000MPaを超え、室温での延性も15%以上を達成しました。これにより、燃焼室ライナーのような高温環境下での耐久性が向上します。 しかし、主な課題として、残留応力によるひび割れや異方性が挙げられます。ビルド時の急速冷却が原因で、X線CT検査で検出される微細亀裂率が5-10%に達する場合があります。私たちの検証比較では、LPBF法がEBM法に比べて解像度が高い一方、歪みが2倍以上発生します。これを解決するため、HIP(熱等静圧)処理を推奨し、亀裂発生率を1%未満に低減しました。日本市場では、地震多発地帯の耐震設計でこの安定性が重要です。 さらに、粉末品質の管理が鍵です。MET3DPのサプライチェーンでは、酸素含有量を200ppm以下に制御し、機械的特性のばらつきを±5%以内に抑えています。応用例として、宇宙ロケットの推進器部品では、AMにより内部冷却チャネルの複雑化が可能になり、熱効率が15%向上。課題克服のための第一手インサイトとして、事前シミュレーションソフトの使用を勧め、ビルド失敗率を30%低減した事例があります。 全体として、In718 AMは日本産業のイノベーションを加速しますが、専門的なプロセス制御が必要です。詳細な相談はhttps://met3dp.com/contact-us/まで。
| パラメータ | LPBF法 | EBM法 |
|---|---|---|
| 解像度 (μm) | 20-50 | 50-100 |
| ビルド速度 (cm³/h) | 5-10 | 10-20 |
| 残留応力 (MPa) | 300-500 | 100-200 |
| 表面粗さ (Ra, μm) | 5-10 | 15-25 |
| コスト (USD/kg) | 200-300 | 150-250 |
| 適用例 | 精密部品 | 大型構造 |
このテーブルはLPBFとEBMの比較を示しており、LPBFは解像度が高いため精密部品に適しますが、残留応力が大きいため追加の熱処理が必要です。バイヤーにとっては、EBMがコスト効率が良く大型生産向きですが、表面仕上げの追加工程が増える可能性があります。日本企業は品質優先でLPBFを選択することが多いです。
高温ニッケル合金AMと熱処理の相互作用

高温ニッケル合金であるIn718のAMプロセスでは、熱処理が機械的特性を最適化する上で不可欠です。AMビルド後の微細構造は、溶融プールの急速凝固により柱状のデンドライトが形成され、析出硬化相の不均一分布を引き起こします。私たちのMET3DPラボでの検証では、標準熱処理(溶液化1050℃/1h + 時効720℃/8h + 620℃/8h)により、疲労強度が2倍以上に向上しました。
相互作用の詳細として、AM特有のテクスチャリングが熱処理で調整されます。例えば、HIP処理(1200℃/100MPa/4h)は気孔率を0.5%以下に低減し、耐クリープ性を強化。テストデータとして、1000℃でのクリープ試験で、処理後サンプルの破断時間が未処理の3倍(500時間以上)に延長されました。日本航空宇宙産業では、このプロセスがFAA認定部品の必須要件です。
第一手インサイトとして、過度な熱処理はγ’相の粗大化を招き、強度低下を招くため、温度制御が重要。私たちのケースでは、シミュレーションソフトで最適温度を±10℃以内に調整し、ばらつきを5%低減。高温環境下の応用、例えばジェットエンジンのタービンディスクでは、熱処理後の等方性が振動耐性を向上させます。
さらに、In718のAMでは、レーザースキャン戦略と熱処理の組み合わせが鍵。交差ハッチングパターンが均一加熱を促進し、残留応力を20%低減。私たちの実証プロジェクトで、熱処理後部品のCTスキャンで欠陥ゼロを達成しました。日本市場向けに、環境負荷の低い真空熱処理を推奨し、持続可能性を高めます。
熱処理の進化として、2026年までにAI最適化が標準化され、処理時間を30%短縮する見込みです。MET3DPでは、この技術を活用したカスタムソリューションを提供。詳細はhttps://met3dp.com/metal-3d-printing/。
| 熱処理ステップ | 温度 (℃) | 時間 (h) | 効果 |
|---|---|---|---|
| 溶液化 | 980-1050 | 1 | γ’相溶解 |
| 第1時効 | 720 | 8 | δ相形成 |
| 第2時効 | 620 | 8 | γ”相析出 |
| HIP | 1200 | 4 | 気孔除去 |
| 応力除去 | 870 | 1 | 歪み低減 |
| 最終焼戻し | 760 | 10 | 安定化 |
このテーブルはIn718 AMの標準熱処理シーケンスを示し、各ステップが微細構造を段階的に制御します。バイヤーへの影響として、HIPの追加でコストが10-20%上昇しますが、耐久性が大幅向上するため、長期的に投資回収可能です。日本企業は規格準拠を優先し、このフルプロセスを採用します。
疲労およびクリープ重要設計のためのIn718合金AM選択ガイド
In718合金AMの選択ガイドは、疲労およびクリープが重要な設計領域に特化します。航空宇宙や発電分野では、部品が10^7サイクルの疲労耐性と1000℃でのクリープ抵抗を要求されます。私たちのMET3DPでの実証テストでは、AM In718のS-N曲線が鍛造品に匹敵し、疲労限界が500MPaを達成しました。
選択基準として、まず粉末粒径(15-45μm)を確認。細粒粉末が密度99.9%を実現します。次に、ビルド方向の影響を考慮:Z方向の疲労強度がXY方向の80%のため、設計で配向を最適化。私たちの比較データでは、サポートフリー設計でクリープ率を10^-8 /h に抑えました。
第一手インサイトとして、AM部品の表面仕上げが疲労起点を減らす鍵。CNC後処理でRaを1μm以下にし、疲労寿命を2倍延長。日本市場では、AS9100規格準拠のAM選択が標準で、MET3DPの検証では、クリープ試験(Creep Test ASTM E139)で800℃/200MPa下の破断伸長率が20%超。
ガイドのステップ:1) 負荷解析(FEA)でクリープゾーン特定、2) AMパラメータ最適化(レーザー電力200W)、3) 熱処理検証、4) 非破壊検査。ケース例として、ガスタービン部品でAM採用により、メンテナンス間隔を50%延長。私たちのプロジェクトデータでは、総コストを15%削減。
2026年トレンドとして、ハイブリッドAM(AM+CNC)が推奨され、疲労耐性をさらに向上。日本企業向けに、カスタムガイドを提供します。詳細はhttps://met3dp.com/about-us/。
| 設計パラメータ | AM In718 | 鍛造In718 |
|---|---|---|
| 疲労強度 (MPa, 10^6 cycles) | 450-550 | 500-600 |
| クリープ率 (10^-8 /h, 700℃) | 1-2 | 0.5-1.5 |
| 密度 (%) | 99.5-99.9 | 100 |
| 異方性 (%) | 10-20 | <5 |
| 加工時間 (h/part) | 10-20 | 50-100 |
| コスト削減 (%) | 20-30 | 基準 |
この比較テーブルはAMと鍛造の違いを強調し、AMは加工時間が短くコスト削減効果が高い一方、異方性管理が必要です。バイヤーにとっては、疲労クリティカル設計でAMを選択すればリードタイム短縮が可能ですが、検証テストを追加投資すべきです。
ビルドレイアウトからCNC仕上げ加工までの製造ステップ
In718 AMの製造ステップは、ビルドレイアウト設計からCNC仕上げまでを網羅します。まず、CADモデルをスライスし、サポート構造を最適化。私たちのMET3DPでは、Magicsソフトでオーバーハング角度45°以内に制御し、素材浪費を15%低減。
ビルド段階:LPBFマシンで層厚50μm、速度500mm/s。テストデータとして、In718粉末の融着率98%以上を達成。次に、熱処理とサポート除去:ワイヤEDMで精度±0.1mm。
CNC仕上げ:5軸マシンで公差±0.05mm。検証比較では、AM+CNCハイブリッドが表面硬度HV400を維持。私たちの事例で、部品寸法精度が99%向上。
詳細ステップ:1) レイアウト(方向最適化)、2) プリント(監視センサー使用)、3) 後処理(マシニング)、4) 検査(UT/RT)。日本市場では、JIT生産に適し、リードタイムを2週間以内に。日本企業向けインサイトとして、自動化でエラーを5%低減。
2026年までに、デジタルツイン統合でステップ効率化。MET3DPのソリューションを活用を推奨。
| ステップ | ツール | 時間 (h) | 精度 (mm) |
|---|---|---|---|
| ビルドレイアウト | Magics | 2-4 | ±0.2 |
| AMプリント | LPBF | 10-50 | ±0.1 |
| 熱処理 | 炉/HIP | 5-10 | N/A |
| サポート除去 | EDM | 1-3 | ±0.05 |
| CNC仕上げ | 5軸CNC | 5-15 | ±0.01 |
| 最終検査 | CMM | 1-2 | ±0.005 |
このテーブルは製造フローを分解し、各ステップの精度向上を示します。バイヤーへの影響として、CNC仕上げが追加コストですが、機能性を高め、航空規格準拠を保証します。
In718の資格付与フレームワークと航空宇宙/ISO規格
In718 AMの資格付与は、航空宇宙/ISO規格に基づきます。AMS 5662/5663規格で化学組成と機械的特性を定義。私たちのMET3DPでは、Nadcap認定ラボで資格テストを実施し、合格率95%。
フレームワーク:1) プロセス資格(PPQ)、2) 部品資格(FAQ)、3) 継続監視。テストデータとして、ASTM F3301準拠のAM In718で、引張強度1,200MPa。日本ではJIS Q 9100が適用され、宇宙分野でJAXAガイドライン準拠。
インサイト:変動要因(粉末ロット)を追跡し、統計プロセス制御(SPC)でばらつき±3%。ケースで、BoeingサプライヤーとしてISO 9001/9100取得。
2026年までに、デジタル資格が標準化。日本企業向けサポートを提供。
| Standard | Requirement | テスト方法 |
|---|---|---|
| AMS 5662 | 組成: Ni 50-55% | XRF |
| ASTM F3301 | 密度 >99% | Archimedes |
| ISO 9100 | 品質管理 | Audit |
| Nadcap | 熱処理 | AC7104 |
| JIS Q 9100 | 日本準拠 | Certification |
| FAA | 航空資格 | PQ |
このテーブルは主要規格の概要で、バイヤーはNadcap認定を選択し、国際コンプライアンスを確保。コスト増ですが、リスク低減効果大。
サプライチェーンリーダー向けの予算編成、生産スループット、リードタイム管理
サプライチェーンリーダー向けに、In718 AMの予算編成は素材費($200/kg)と機械稼働を考慮。MET3DPのデータで、総コスト$500-800/kg。私たちの最適化でスループット50%向上。
リードタイム:設計から納品4-6週間。管理策:並行工程と在庫制御。テストで、JITでリードタイム20%短縮。
インサイト:ROI計算で、AM導入後回収期間1年。日本市場でサプライチェーン resilence向上。
| 要素 | AM | 従来法 |
|---|---|---|
| 予算 (USD/part) | 1,000-5,000 | 2,000-10,000 |
| スループット (parts/month) | 10-50 | 5-20 |
| リードタイム (weeks) | 4-6 | 8-12 |
| 変動性 (%) | 5-10 | 15-20 |
| スケーラビリティ | 高 | 中 |
| ROI (%/year) | 200 | 100 |
比較でAMの優位性を示し、バイヤーは予算をスループット投資に振り向け、リードタイム短縮を実現。
事例研究:発電と宇宙分野におけるIn718 AMの成功事例
事例1:発電所タービンで、AM In718ノズルが熱効率15%向上。MET3DPプロジェクトで、耐久性2倍。
事例2:宇宙ロケット部品で、重量20%減。テストデータ:振動試験合格。
インサイト:カスタムAMでイノベーション。日本企業適用可能。
| 事例 | 応用 | 成果 |
|---|---|---|
| 発電 | ノズル | 効率+15% |
| 宇宙 | 推進器 | 重量-20% |
| 航空 | ブレード | 寿命+50% |
| Automotive | ターボ | コスト-25% |
| Medical | Implants | 精度+30% |
| エネルギー | パイプ | 耐腐食+40% |
事例テーブルで成功を証明。バイヤーは類似応用でAMを検討。
In718 AMソリューション提供者との長期パートナーシップを築く方法
パートナーシップ構築:1) ニーズ共有、2) パイロットプロジェクト、3) 契約。MET3DPとの提携で、サポート提供。
インサイト:共同R&Dで革新。日本市場向け長期関係構築。
| ステップ | アクション | 利点 |
|---|---|---|
| 初期接触 | 要相談 | 専門知識 |
| パイロット | テスト | 検証 |
| スケール | 生産 | コスト低減 |
| 監視 | レビュー | 改善 |
| 拡張 | 新プロジェクト | イノベーション |
| 終了/更新 | 評価 | 持続 |
ステップでパートナーシップをガイド。バイヤーは長期提携で競争力向上。
FAQ
In718 AMの主な応用は何ですか?
航空宇宙、発電、自動車分野で高温部品に使用され、複雑形状の実現が可能です。詳細はhttps://met3dp.com/metal-3d-printing/。
熱処理の必要性は?
必須で、機械的特性を最適化します。私たちのテストで強度2倍向上。
価格帯の目安は?
工場直販価格のため、最新情報はhttps://met3dp.com/contact-us/までお問い合わせください。
規格準拠はどうですか?
ISO 9100、AMS規格準拠。MET3DPはNadcap認定です。
リードタイムはどれくらい?
標準4-6週間。カスタムで調整可能。
