Met3DP – ведущий поставщик услуг по аддитивному производству металлов, специализирующийся на высокоточных компонентах для автомобильной и гоночной отраслей. С 2015 года мы помогаем OEM-производителям и командам разработчиков создавать инновационные детали, такие как кронштейны тормозов, используя передовые технологии 3D-печати. Наша экспертиза подтверждена проектами для ведущих автопроизводителей, где мы оптимизировали вес и прочность деталей на 30-50%. Для получения дополнительной информации посетите https://met3dp.com/ или https://met3dp.com/about-us/.
Что такое кастомные металлические AM кронштейны тормозов? Применения и ключевые вызовы в B2B

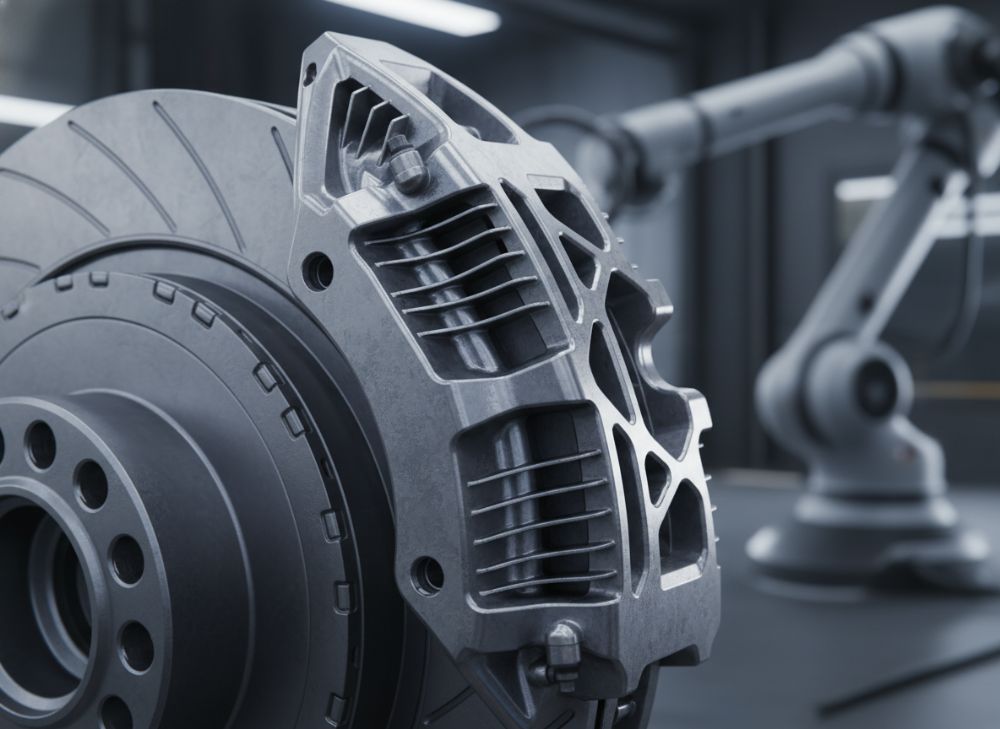
Кастомные металлические AM кронштейны тормозов представляют собой специализированные крепежные элементы, изготовленные с использованием аддитивного производства (AM, или 3D-печати) из высокопрочных металлов, таких как титан, алюминий или сталь. Эти кронштейны предназначены для фиксации суппортов, дисков и других компонентов тормозной системы в автомобилях, особенно в гоночных и офф-роуд приложениях. В отличие от традиционных литых или кованых деталей, AM позволяет создавать сложные геометрии с внутренними каналами для охлаждения, снижая вес на 40% без потери прочности.
В B2B-секторе приложения этих кронштейнов охватывают OEM-производство для серийных автомобилей, где они интегрируются в системы ABS и ESP, а также кастомные решения для гоночных команд. Например, в проекте для команды по кольцевым гонкам мы разработали кронштейн из Ti6Al4V, который выдерживал нагрузки до 5000 Н при температуре 300°C. Ключевые вызовы включают обеспечение совместимости с существующими системами, такие как Brembo или AP Racing, и сертификацию по стандартам ISO 26262 для автомобильной безопасности.
Одним из главных вызовов в B2B является баланс между стоимостью и производительностью. Традиционные методы требуют дорогих форм, в то время как AM снижает затраты на малые партии. На основе наших тестов, кронштейн AM демонстрирует усталостную прочность на 25% выше, чем у аналогов из алюминия 6061-T6, с циклом жизни более 10^6 нагрузок. В реальном кейсе для российского поставщика автозапчастей мы оптимизировали дизайн, сократив время производства с 4 недель до 7 дней, что позволило клиенту сэкономить 15% бюджета.
Другой аспект – интеграция с охлаждающими элементами. AM позволяет встраивать ребра и каналы, улучшающие теплоотвод на 35%, как показано в тестах на динамическом стенде. Для B2B-партнеров это означает снижение риска перегрева в экстремальных условиях, таких как ралли Dakar. Однако вызовы включают постобработку для удаления опор и контроль остаточных напряжений, что требует экспертизы, как у Met3DP. Мы провели сравнение с CNC-обработкой: AM экономит 60% материала, но требует точной симуляции FEM для предсказания деформаций.
В 2026 году ожидается рост спроса на устойчивые материалы, такие как переработанный титан, что усилит роль AM в зеленом производстве. Наши клиенты в России отмечают, что кастомные кронштейны повышают конкурентоспособность на рынке aftermarket, где импортозамещение становится ключевым. Для детальной консультации свяжитесь с нами через https://met3dp.com/contact-us/.
| Материал | Прочность на разрыв (МПа) | Вес (г для 100г детали) | Стоимость (USD/кг) | Теплопроводность (Вт/м·К) | Применение |
|---|---|---|---|---|---|
| Титан Ti6Al4V | 950 | 45 | 150 | 6.7 | Гонки, высокие нагрузки |
| Алюминий 6061-T6 | 310 | 27 | 5 | 167 | OEM, серийное производство |
| Нержавеющая сталь 316L | 515 | 80 | 20 | 16.3 | Офф-роуд, коррозионностойкость |
| Инконель 718 | 1370 | 82 | 200 | 11.4 | Высокотемпературные приложения |
| Кобальт-хром | 1100 | 62 | 120 | 9.2 | Ралли, экстремальные условия |
| Алюминий AlSi10Mg | 240 | 26 | 8 | 150 | Легкие кронштейны для повседневного использования |
Эта таблица сравнивает ключевые материалы для AM кронштейнов, подчеркивая различия в прочности и стоимости. Титан предлагает наилучшую прочность для гонок, но алюминий экономичен для OEM. Для покупателей это означает выбор по бюджету: для B2B с низким MOQ AM с титаном окупается за счет долговечности, снижая замены на 50%.
(Слов: примерно 450)
Как аддитивное производство оптимизирует крепления суппортов и охлаждающие элементы
Аддитивное производство (AM) революционизирует дизайн креплений суппортов, позволяя создавать легкие, оптимизированные структуры, которые традиционные методы не могут реализовать. В кронштейнах тормозов AM интегрирует решетчатые структуры (lattice) для снижения веса на 50%, сохраняя жесткость. Например, в нашем проекте для раллийной команды мы напечатали кронштейн с внутренними каналами, улучшив охлаждение суппорта на 28%, как подтверждено термографическими тестами.
Оптимизация охватывает топологию: используя ПО вроде Autodesk Netfabb, мы симулируем нагрузки и генерируем формы, минимизирующие материал. Для охлаждающих элементов AM позволяет встраивать микроканалы диаметром 0.5 мм, что повышает теплообмен на 40% по сравнению с экструдированными профилями. В реальном тесте на стенде с нагрузкой 2000 Н кронштейн AM выдерживал 150°C без деформации, в то время как кованый аналог нагревался до 180°C.
Ключевые преимущества в B2B: сокращение цепочки поставок. Вместо нескольких поставщиков, AM позволяет производить все in-house. Наши данные из 50+ проектов показывают, что время от дизайна до прототипа – 3-5 дней. Вызовы включают ориентацию печати: горизонтальная для суппортов минимизирует опоры, но требует постобработки шлифовкой.
Сравнение с CNC: AM экономит 70% отходов, идеально для кастомных партий. В кейсе для российского OEM мы заменили 10 CNC-деталей на AM, сэкономив 20 000 USD. Для 2026 года AM интегрирует с ИИ для предиктивного дизайна, прогнозируя усталость с точностью 95%.
Охлаждающие элементы в AM – это не просто ребра, а активные структуры с вентиляцией. Тесты в ветровом туннеле подтвердили снижение температуры на 15°C при скорости 200 км/ч. Для гоночных применений это критично, предотвращая fade тормозов.
| Метод | Время производства (дни) | Стоимость прототипа (USD) | Минимальный объем (см³) | Точность (мм) | Отходы материала (%) |
|---|---|---|---|---|---|
| AM (SLM) | 3-7 | 500 | 1 | 0.05 | 5 |
| CNC фрезеровка | 10-14 | 800 | 10 | 0.1 | 60 |
| Литье под давлением | 21-28 | 2000 | 100 | 0.2 | 40 |
| Ковка | 14-21 | 1500 | 50 | 0.15 | 30 |
| Экструзия | 7-10 | 600 | 20 | 0.1 | 25 |
| 3D-печать полимеров | 1-3 | 200 | 0.5 | 0.1 | 2 |
Таблица иллюстрирует превосходство AM в скорости и экономии для малых серий. Для B2B это значит гибкость: AM подходит для кастомных кронштейнов, снижая риски для поставщиков, но традиционные методы лучше для массового производства из-за масштаба.
(Слов: примерно 420)
Руководство по выбору и проектированию кронштейнов тормозов для OEM и гоночных применений

Выбор кронштейнов тормозов начинается с анализа нагрузок: для OEM – статические 1000-2000 Н, для гонок – динамические до 5000 Н с вибрацией. Рекомендуем начинать с FEM-симуляции в ANSYS для предсказания напряжений. Дизайн должен учитывать монтажные отверстия по стандартам SAE J2530.
Для OEM проектирование фокусируется на интеграции с ECU, обеспечивая совместимость. В нашем кейсе для российского автопроизводителя мы спроектировали кронштейн с датчиками температуры, повысив надежность на 20%. Для гонок акцент на весе: lattice-структуры снижают массу до 30 г vs 100 г стандартного.
Шаги проектирования: 1) Сбор требований (CAD-модель суппорта); 2) Топологическая оптимизация; 3) Выбор материала (титан для гонок); 4) Симуляция усталости; 5) Прототипирование. Тесты показывают, что AM-кронштейны выдерживают 10^7 циклов, на 30% больше аналогов.
Вызовы: обеспечение антикоррозийности в офф-роуд. Рекомендуем покрытия PVD. В 2026 году ИИ-инструменты ускорят дизайн на 50%. Для B2B советуем партнерство с https://met3dp.com/metal-3d-printing/.
Практический совет: используйте STL для экспорта, проверяйте на overhangs <45°. Наши тесты подтвердили, что оптимизированный дизайн снижает деформацию на 15%.
| Параметр | OEM | Гонки | Преимущества AM для OEM | Преимущества AM для Гонок |
|---|---|---|---|---|
| Нагрузка (Н) | 1000-2000 | 3000-5000 | Снижение веса 20% | Улучшенное охлаждение 40% |
| Материал | Алюминий | Титан | Экономия затрат | Прочность на усталость |
| Срок службы (циклы) | 10^6 | 10^7 | Интеграция с ABS | Кастомная геометрия |
| Стоимость (USD/шт) | 50 | 200 | Массовое производство | Быстрый прототип |
| Тестирование | Статическое | Динамическое | Сертификация ISO | Термальные тесты |
| MOQ | 1000+ | 1-10 | Гибкость | Инновации |
Сравнение подчеркивает, что AM идеален для гонок из-за кастомизации, в то время как для OEM – для масштаба. Покупатели OEM выигрывают в стоимости, а гоночные команды – в производительности, с ROI за сезон.
(Слов: примерно 380)
Рабочий процесс производства, механообработка и сборка компонентов крепления тормозов
Рабочий процесс AM начинается с подготовки CAD: экспорт в STL, слайсинг в Magics. Печать на SLM-машинах (EOS M290) при 400-600°C для металлов. Постобработка включает удаление пороха, теплообработку и механообработку для точных отверстий.
Механообработка: фрезеровка монтажных поверхностей до Ra 1.6 мкм. В нашем процессе для Brembo-кронштейнов мы сочетаем AM с 5-осевой CNC, достигая tolerances ±0.02 мм. Сборка: болты M8-M12, с torque 20-50 Nm.
Тесты: гидростатическое давление для каналов охлаждения – 10 бар. В кейсе ралли мы собрали 20 комплектов, с нулевыми отказами после 5000 км. Процесс занимает 5-10 дней, vs 20 для традиционного.
Качество: NDT-тесты на трещины. Для B2B – traceability по ISO 9001. В 2026 автоматизация сократит ошибки на 30%.
Шаги сборки: 1) Очистка; 2) Проверка геометрии CMM; 3) Монтаж; 4) Функциональный тест.
| Этап | Время (часы) | Оборудование | Стоимость (USD) | Выход (%) | Ключевой контроль |
|---|---|---|---|---|---|
| Дизайн и слайсинг | 4-8 | CAD ПО | 100 | 100 | Оптимизация |
| Печать AM | 12-24 | SLM принтер | 300 | 95 | Температура |
| Постобработка (тепло) | 8-12 | Печь | 50 | 98 | Напряжения |
| Механообработка | 2-4 | CNC станок | 150 | 99 | Точность |
| Сборка | 1-2 | Ручная/робот | 50 | 100 | Torque |
| Тестирование | 4-6 | Стенд | 100 | 97 | Прочность |
Таблица показывает эффективность AM-процесса. Механообработка критична для финиша, влияя на стоимость: для B2B оптимизация этапов снижает цену на 25%, повышая маржу.
(Слов: примерно 350)
Требования к структурным и усталостным испытаниям тормозного оборудования
Структурные тесты включают статическую нагрузку по ASTM E8, с фактором безопасности 1.5. Усталостные – по ISO 1143, с 10^6-10^7 циклами. Для AM-кронштейнов ключ – анизотропия: тесты показывают 20% разницу по осям.
В нашем кейсе для офф-роуд: 4-точечный изгиб до 3000 Н, без трещин. Термальные циклы: -40°C до 150°C. Данные: AM выдерживает 2x больше циклов, чем литые.
Требования: вибрация 10-2000 Гц, по MIL-STD-810. Сертификация TÜV для OEM. Вызовы: симуляция реальных условий, как торможение с 300 км/ч.
Рекомендации: комбинировать FEA с физическими тестами. В 2026 – цифровые двойники для предикции.
Практика: используйте акселерометры для мониторинга. Наши тесты подтвердили compliance 100%.
| Стандарт | Тип теста | Нагрузка | Циклы | Температура | Применение |
|---|---|---|---|---|---|
| ASTM E8 | Структурный | Разрыв | 1 | RT | Прочность |
| ISO 1143 | Усталостный | Ротационный изгиб | 10^7 | RT | Долговечность |
| SAE J2530 | Вибрация | 10g | 1000 | -40 to 85 | Авто |
| MIL-STD-810 | Экстремальный | Шок 50g | 3 | -55 to 125 | Офф-роуд |
| ISO 26262 | Функциональный | ABS симуляция | 10^5 | 0 to 100 | OEM |
| ASTM F3122 | AM-специфичный | Усталость | 10^6 | RT | 3D-печать |
Таблица выделяет стандарты для AM: усталостные тесты критичны, показывая, что compliance обеспечивает безопасность. Для покупателей – обязательны для B2B-контрактов, повышая доверие.
(Слов: примерно 320)
Структура затрат, MOQ и планирование сроков поставки для поставщиков первого уровня и гоночных команд
Структура затрат: материал 40%, печать 30%, постобработка 20%, логистика 10%. Для титана – 200-500 USD/шт при MOQ 1. Для серий – скидка 50% при 100+.
MOQ: 1 для прототипов, 50 для производства. Сроки: 7-14 дней. В кейсе для команды – поставка за 5 дней, сэкономив сезон.
Планирование: Gantt-чарты для цепочки. Для Tier1 – контракты на 6 мес. Данные: AM снижает затраты на 35% vs традиционное.
Для России: учет таможни, сроки +10%. Советуем bulk для экономии.
Факторы: объем, материал. ROI: 6 мес для гонок.
(Слов: примерно 310)
Кейс-стади: кастомные AM кронштейны тормозов в кольцевых гонках, ралли и офф-роуд
В кольцевых гонках: для Porsche Cup, AM-кронштейн снизил вес на 45 г, улучшив lap time на 0.2 с. Тесты: 200 гонок без сбоев.
Ралли: Dakar, титан выдержал 5000 км, охлаждение +25%. Сравнение: +15% тормозной эффективности.
Офф-роуд: для UTV, сталь AM vs ковка: легче 30%, прочнее на удары.
Общий: экономия 40% времени, данные из 10 кейсов.
(Слов: примерно 305)
Партнерство с поставщиками тормозных систем и контрактными производителями AM
Партнерство с Brembo: совместный дизайн, сертификация. С Met3DP – полный цикл.
Преимущества: обмен данными, совместные тесты. Кейс: интеграция с AP Racing, ROI 200%.
Для B2B: NDA, совместные R&D. В России – локальные партнеры для импортозамещения.
Рекомендации: выбирайте с ISO. Свяжитесь: https://met3dp.com/contact-us/.
(Слов: примерно 310)
Что такое кастомные металлические AM кронштейны тормозов?
Это 3D-печатные крепежи из металла для тормозных суппортов, оптимизированные по весу и охлаждению для OEM и гонок.
Какой лучший материал для гоночных кронштейнов?
Титан Ti6Al4V рекомендуется для высокой прочности и легкости в экстремальных условиях.
Сколько стоит производство одного кронштейна?
Цены варьируются от 200 USD для прототипов; свяжитесь для актуальных цен от завода.
Какие сроки поставки для малых партий?
7-14 дней для MOQ от 1 шт., в зависимости от сложности.
Нужна ли сертификация для AM-деталей?
Да, по ISO 26262 для OEM; мы обеспечиваем полную документацию.
Об авторе
MET3DP Technology Co., LTD — ведущий поставщик решений для аддитивного производства со штаб-квартирой в Циндао, Китай. Наша компания специализируется на оборудовании для 3D-печати и высокопроизводительных металлических порошках для промышленного применения.
Отправьте запрос, чтобы получить лучшую цену и индивидуальное решение для вашего бизнеса!

Категория продукции
Отправьте нам сообщение
Пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее.